{kind=link}
■ NTT DATA
最新訊息:透過數位化轉型踏進智慧製造
NTT DATA可提供全面性的智慧製造服務,舉凡從廠內基礎設備監控管理、機聯網、MES製造執行系統、AI 以及大數據等皆為可諮詢的領域。
 https://www.smartmolding.com/web/wp-co ... /09/NTT-DATA-1536x864.jpg 1536w, https://www.smartmolding.com/web/wp-co ... /09/NTT-DATA-1200x675.jpg 1200w" data-src="https://www.smartmolding.com/web/wp-content/uploads/2021/09/NTT-DATA.jpg" />
https://www.smartmolding.com/web/wp-co ... /09/NTT-DATA-1536x864.jpg 1536w, https://www.smartmolding.com/web/wp-co ... /09/NTT-DATA-1200x675.jpg 1200w" data-src="https://www.smartmolding.com/web/wp-content/uploads/2021/09/NTT-DATA.jpg" />NTT DATA Taiwan 成立於2010 年, 因應智慧製造浪潮興起,於2017 年成立智慧製造發展中心,又稱為「Smart Manufacture Development Center(SMDC)」。由技術總監趙山貴帶領具有豐富系統建置經驗的顧問群,協助各企業數位化轉型,打造各企業獨有的智慧工廠。NTT DATA 可提供全面性的智慧製造服務,舉凡從廠內基礎設備監控管理、機聯網、MES(製造執行系統)、AI 以及大數據等皆為可諮詢的領域。顧問們不僅擁有半導體、面板業、太陽能等產業的大型建廠或IT 系統建置經驗,其他產業如紡織、製鞋、車燈、電子組裝業等也具有相關的實績案例。
以科技業盛行的CIM(電腦整合製造)系統整合概念為導入基本主軸,搭配不同的產業特質提供客製的解決方案。藉由推動智慧製造裡蘊藏的技術,讓製造業的生產模式從規模化、標準化逐步彈性化,更貼切終端客戶少量多樣的需求。
以協助某車燈製造大廠導入MES 及機聯網為例。導入系統前,原先是由生管在白板上規劃每日機臺的排程。NTT DATA 顧問依據生管派工邏輯,在MES 裡撰寫一套派工看板,將機臺負荷可視化與派工排程數位化,生管可藉此畫面完成派工,將花費數小時的手動作業縮短至半小時內即可完成;透過機聯網擷取射出機臺生產參數,藉由目視化看板即時監控設備狀態,能快速排除機臺異常狀況,收集到的生產參數可用來查找異常真因,提高現場生產效率。
以電動機車組裝廠的案例來說,此客戶在建廠完成前即委託其他顧問公司導入MES 完畢。但由於前期的系統需求訪談未做足充分溝通,後來工廠在量產時遇到系統設計與現行生產流程不吻合的問題:工件在生產途中遇到工程變更需要換線生產時,不能精確且快速更換下一批工單的零組件,導致換線工時過長,設備稼動率過低。面對這樣的情況,NTT DATA 顧問群透過優化MES,提升整體設備效率(OEE),加上管控關鍵物料以及簡化換料流程,讓工程變更時不再需等待清線,排除耗時問題也降低換線的時間損耗。
智慧製造在PCB 產品的切入點
發展智慧製造,5G 通訊網路是決定成效的關鍵之一。5G 高速高頻的特性,則需要更高階的PCB 才能實現。一般說來,由於PCB 本身產品結構較為複雜,從開立工單後,將CCL(銅箔基板)投料到panel(片),panel 上會有不同strip(條),意味著同一片PCB板上可存在於不同產品別,在生產管理上普遍較有難度。面臨PCB 製程的特性,某PCB 大廠選擇NTT DATA 顧問進行新廠規劃與系統建置,以維持市場上持續領先的競爭優勢。此次的新廠規劃以發展PCB 高端製程(mSAP) 為主,透過MES 設定的批號與子批號來控管每一片strip、piece(小片)的生產情況,可順利解決前面所述的生產管理不易的問題。MES 通稱「工廠的核心大腦」,專職管理在製品(WIP) 的狀態,觸及範圍包含生產、品質、物料、設備、配方及派工等不同層面。
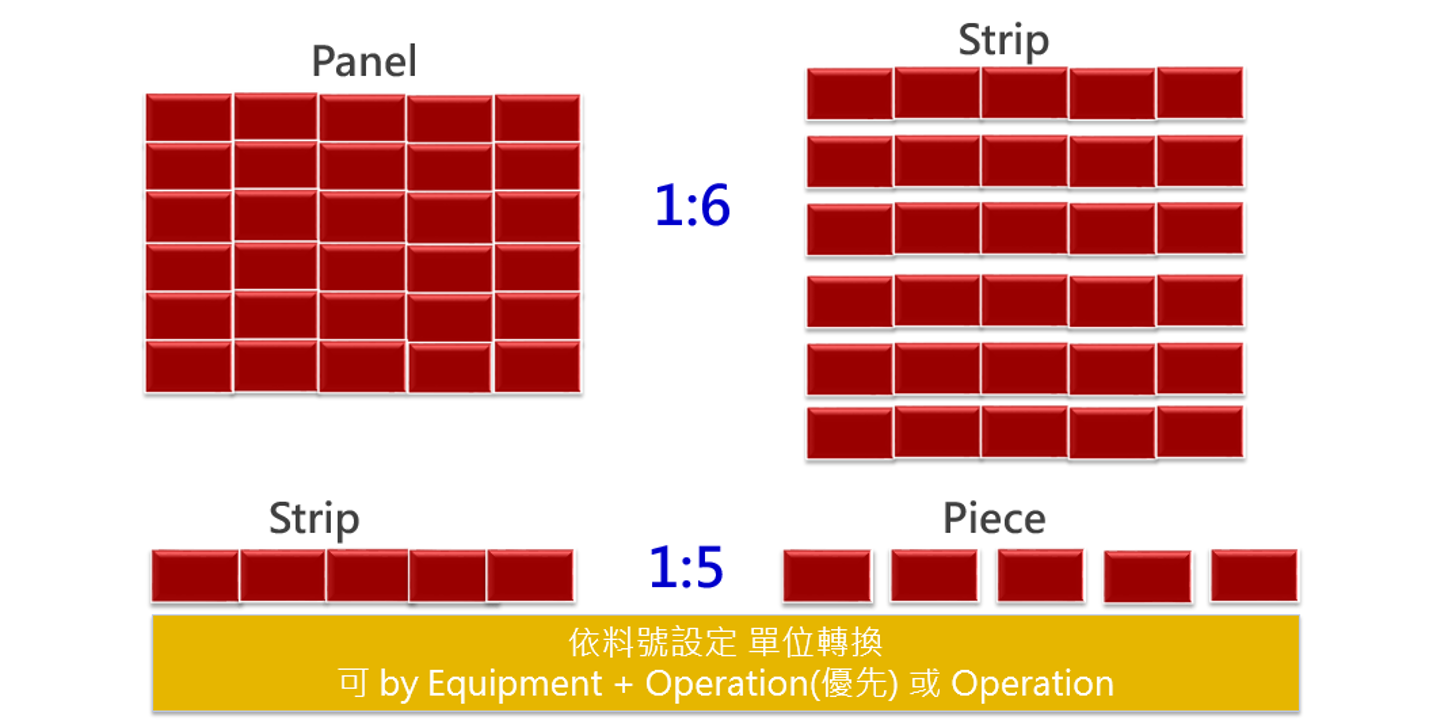
圖1:在PCB 從原物料的投入到成品的產出過程中,會經過三次的單位轉換:Panel、Strip、Piece。透過MES 系統的設定,可串接Panel、Strip、Piece 不同生產單位,建立完整的生產履歷
智慧化的MES 發揮最大生產效益
與一般市售的MES 不同,NTT DATA 的製造執行系統「EXC-MES」將系統模組化,客戶可針對本身需求依序導入模組,不需要一次全數導入而產生高額的費用。由物料管理模組整合物料,在生產過站時進行扣料,入庫自動建立成品或半成品。物料管理模組顧名思義也管理物料的使用期限,同時也控管安全存量,避免因為缺料造成產能停擺或延遲。品質管理模組包含統計製程管制(SPC),由BC(Block Control,產線自動化控制系統)或EAP(Equipment AutomationProgram,機臺自動化程式)自動上報設備數據給MES。當數值違反管制上下限時,MES 會通知機臺,並進一步發出系統警報。
此次專案選用的MES 還另搭配EXC-MES 的RMS(配方管理模組)與RTD(即時派工)模組。RMS 主要用來管控機臺的生產配方,可確保現場人員使用的是正確配方,同時也可保存最佳配方(Gloden recipe) 的參數,並可對配方做版本管理。現場人員透過機臺設定配方參數,將設定好的參數傳送給BC,再由BC 發送參數到RMS,RMS 會記錄配方名稱與參數。藉由RMS 上傳機臺配方與配對產品序號,讓機臺可以自動下載及上傳新配方或既有配方參數,避免人工作業的錯誤。MES 可設定此產品相應的機臺、工作站以及配方名稱,同時MES 也可下達指令給RMS,將已記錄的配方名稱傳遞到機臺上給相對應的產品進行生產。
按常理來說,工廠裡的機臺每天不只生產一張訂單的貨,故每臺機臺都會被分配生產不同的訂單,如何設定好每個機臺該生產訂單的優先次序,以求將整體設備的稼動率及效率最大化,則需要RTD(Real Time Dispatching) 這個模組才能實現。RTD 先安排好每臺設備每天該生產的訂單後,由MES 發送指令給MCS(Material Control System,物料搬送系統),MCS對AGV(無人搬運車)發送接收和搬送物料至機臺準備生產。產線缺料時,RTD 會通知MES,由MES發出搬運指令至MCS,MCS 收到指令後則會驅使(trigger)AGV 自動搬運,完工時則由AGV 把貨品運送離開。RTD 搭配MES 與RMS 可達到產線自行運作不斷線。
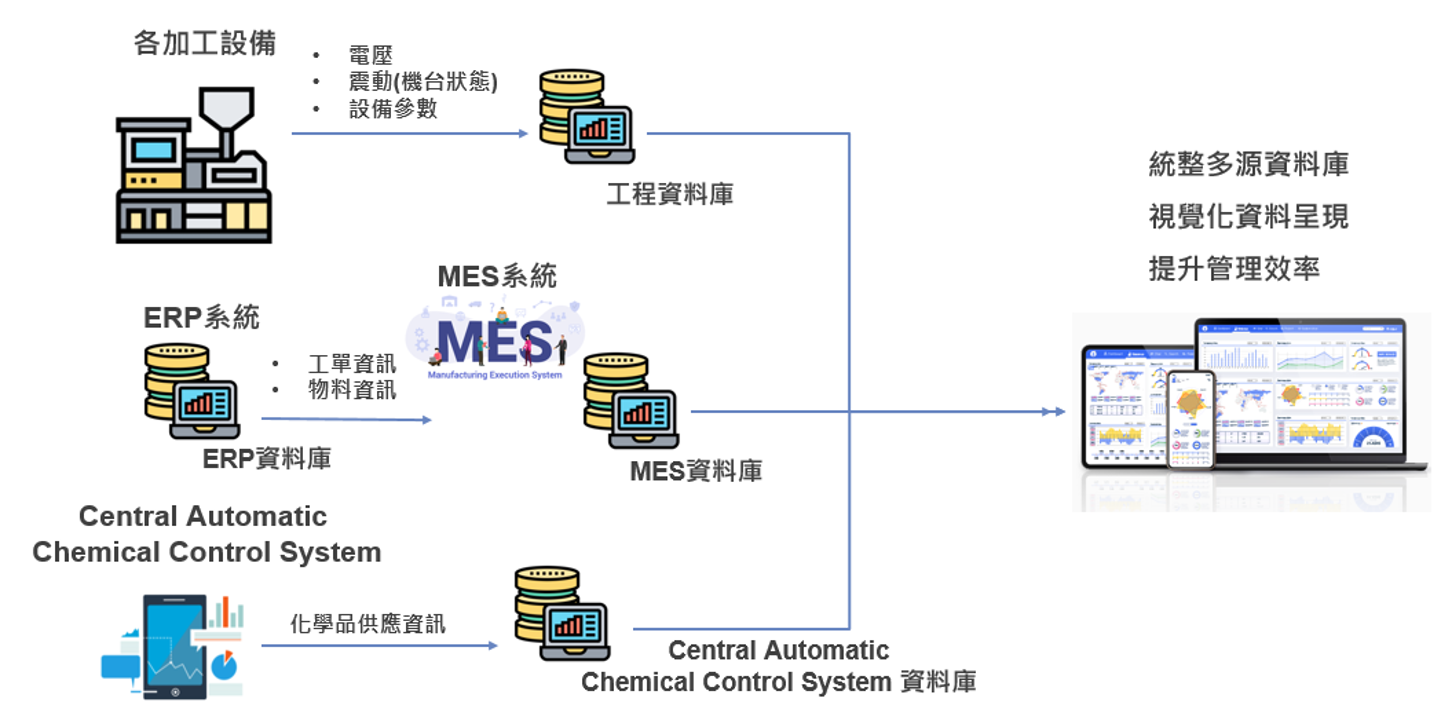
圖2:決策平臺資訊流
可溝通的硬體才是「虛實整合」
由於此PCB 建廠案是以智慧工廠為概念建置,為確保板廠核心系統與設備能進行雙向溝通,採購的設備皆需符合2019 年發布的PCB 通訊介面協定(PCBECI)。因MES 主管在製品的生產,若要設備與MES 進行資料交換或傳送指令,則另外需要透過BC 與EAP 居中才能執行。BC 的特色是可混合不同設備生產,用於串接不同製程、檢查、搬運傳輸設備等。在PCB 產業,透過MES 圖形化介面,將壓模、曝光、蝕刻、壓模等程序設定成一條子流程,採用子流程管理每一道工序。透過BC 可得知每個批號在子流程中的生產狀況。EAP 則對應單一機臺,在每一批生產前後做測試,管制物料與控制機臺操作,收集完整的機臺狀況上傳至MES。
在mSAP 製程中,多種不同製程設備串接成一條生產線。MES 下達生產指示至BC,BC 透過與Master PLC(可程式化邏輯控制器)交握,執行設備控制及回傳資料進MES。BC 依設備裝載埠、卸載埠的狀態進行生產管控。若裝載埠為LDRQ(Load Request,加載請求)時,BC 會向MES 要求搬運新的卡匣;又如卸載埠為UDRQ(Unload Request,卸載請求)時,BC 會發送搬走卡匣的訊息給MES。MES 串接MCS、RMS 與EAP 或BC,可達到設備自動控制、配方上下載、自動採集設備參數與狀態、自動報工、上下料及自動搬運等。後續進一步分析收集的生產資料,可提升產品品質,改善生產流程,進而達到增進產品的良率。
在CIM 系統專案建置框架下, 透過底層的BC 與EAP,加上RMS 收集產品或工序參數,結合RTD 發出派工指令,MES 收集與彙整所有資料後,於企業決策平臺呈現工廠在製品的即時動態。
智慧自動化的核心,其實是製造執行系統、生產設備、搬運設備三者間的高度整合。此新廠建置主軸在於完成此三方的整合,由決策平臺呈現完整的生產動態,統一集中呈現企業內部分散的資料。透過決策平臺資料視覺化與多重維度交互展示資訊的特性,可規範或協同企業內部大小事務流程,產線人員、現場主管至最高決策者都可掌握即時狀況,提升管理效率。
此次的新廠建置案,NTT DATA 顧問依據客戶需求量身打造不同類型的看板,如:生產進度追蹤看板、品質良率看板、設備狀態監視看板等。決策平臺可透過工程資料庫,取得各種設備的參數、電壓、或機臺狀態等;亦可以串接MES 或ERP 系統資料庫,擷取需要的工單資訊、物料資訊,進而清楚掌握物料狀態及目前工單的生產進度,確認目前的出貨排程。抑或透過MES 資料庫擷取品質良率,查看目前不良率占比的主因,後續由製程人員查明不良品的成因,進而調整製程參數來降低不良品數量。
ACMT模具與成型智慧工廠雜誌完整報導
https://www.smartmolding.com/21-09b02/
關於NTT DATA
NTT DATA是NTT集團的核心企業,是一家值得信賴的全球IT和商業服務創新公司,總部設立於東京。我們通過諮詢、行業解決方案、業務流程服務、數字化和IT現代化以及託管服務幫助客戶轉型,讓客戶以及社會能夠自信地走向數字未來。我們致力於客戶的長期成功,並將全球影響力與本地客戶關注相結合,為全球50多個國家的客戶提供服務。敬請訪問nttdata.com(全球)或 https://www.nttdata-taiwan.com/(台灣)